初級11
産業史・製造業
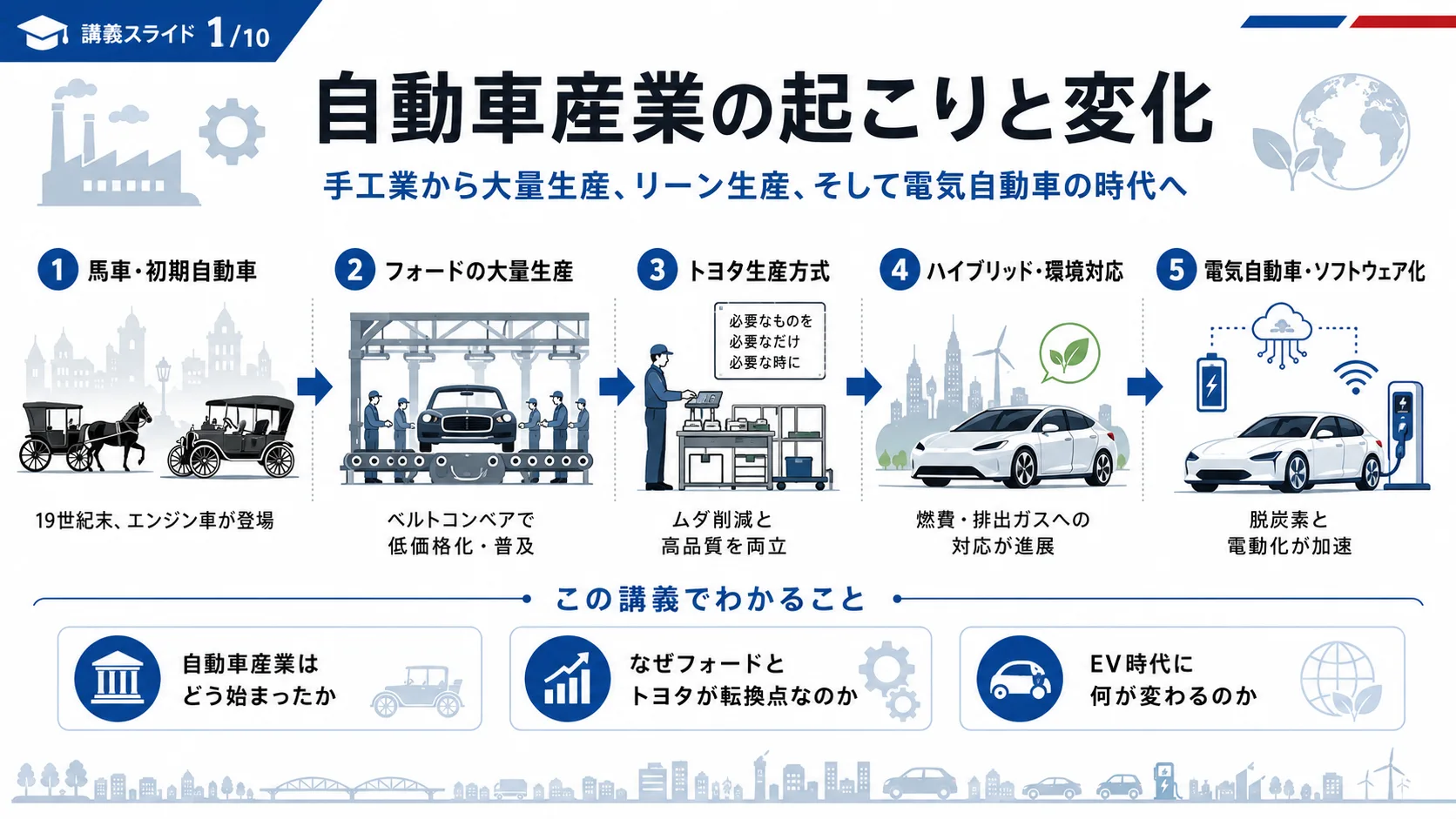
自動車産業の起こりと変化
編集部
トヨタ生産方式(TPS)とリーン生産について、わかりやすく解説します。TPSの2本柱であるジャストインタイムと自働化、そしてかんばん・カイゼン・平準化の仕組みについてお伝えします。なぜトヨタ生産方式が生まれたのかという背景から、実践的な手法まで、10枚のスライドでご紹介していきます。
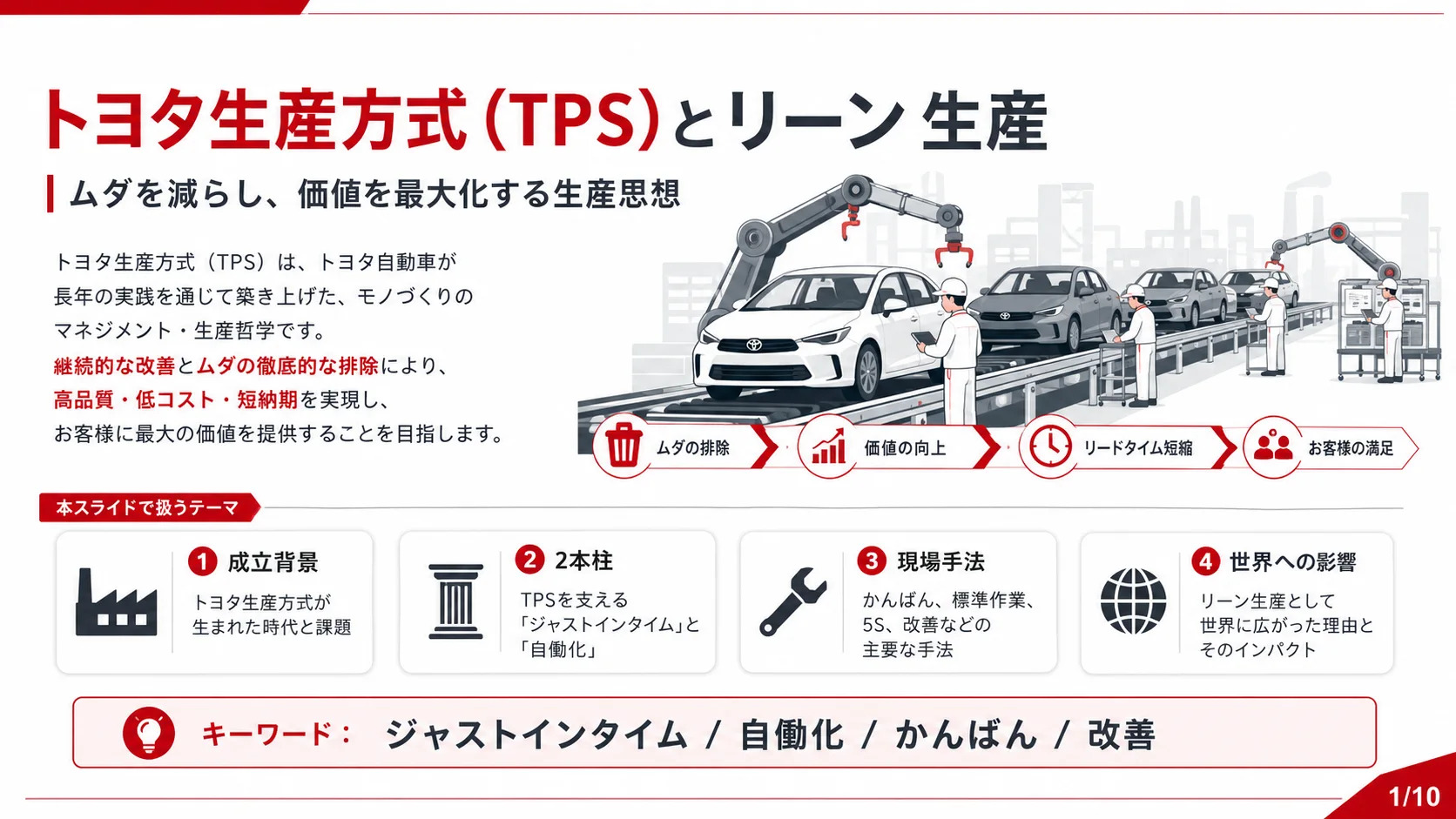
トヨタ生産方式は、戦後日本の厳しい制約の中から生まれた革新的な思想です。大量生産方式には、多品種への対応が困難、在庫過多、需要変動に弱いといった問題がありました。そこでTPSは、少量多品種への対応、在庫の最小化、需要に合わせた生産を目指しました。物資不足・資金難・設備不足という戦後の制約の中で、「必要なものを、必要なときに、必要なだけ」という思想が生まれたのです。制約があったからこそ、ムダを徹底的に減らす仕組みが磨かれたという点がポイントです。
TPSの目標は、高品質・低コスト・短納期の実現です。これを支えるのが2本の柱です。一つ目はジャストインタイムで、必要なものを必要なときに必要なだけつくることで、ムダ・ムラ・ムリのないスムーズな流れを実現します。二つ目は自働化で、異常があれば止めて原因を明らかにし、品質を工程内でつくり込みます。これらを支える基盤として、標準作業・平準化・改善・人材育成があります。TPSは単なる効率化ではなく、仕組みと人の両方で品質と流れをつくる考え方です。
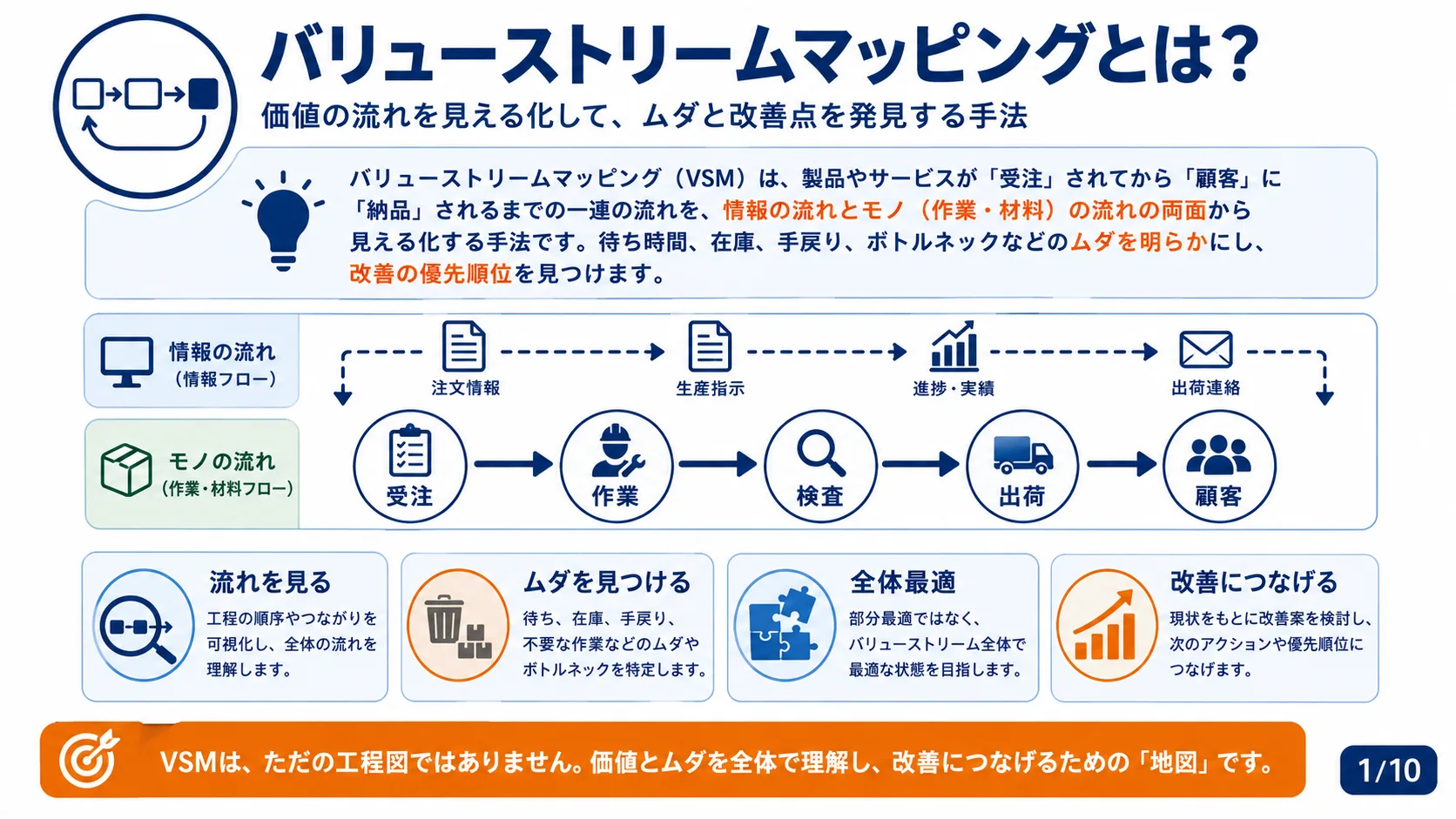
ジャストインタイムの原則は「必要なものを、必要な時に、必要な量だけ」生産することです。後工程が必要な分だけ前工程から引き取り、作りすぎを防いで在庫を最小化し、流れを整えてリードタイムを短くします。重要な概念として3つあります。まずタクトタイムで顧客の要求ペースに合わせて生産リズムを決めます。次に一個流しで1個ずつ途切れなく流してムダをなくします。そして後工程引取りで、必要な分だけ前工程から部品を引き取ります。JITの目的は在庫削減そのものではなく、問題が見える流れをつくることです。
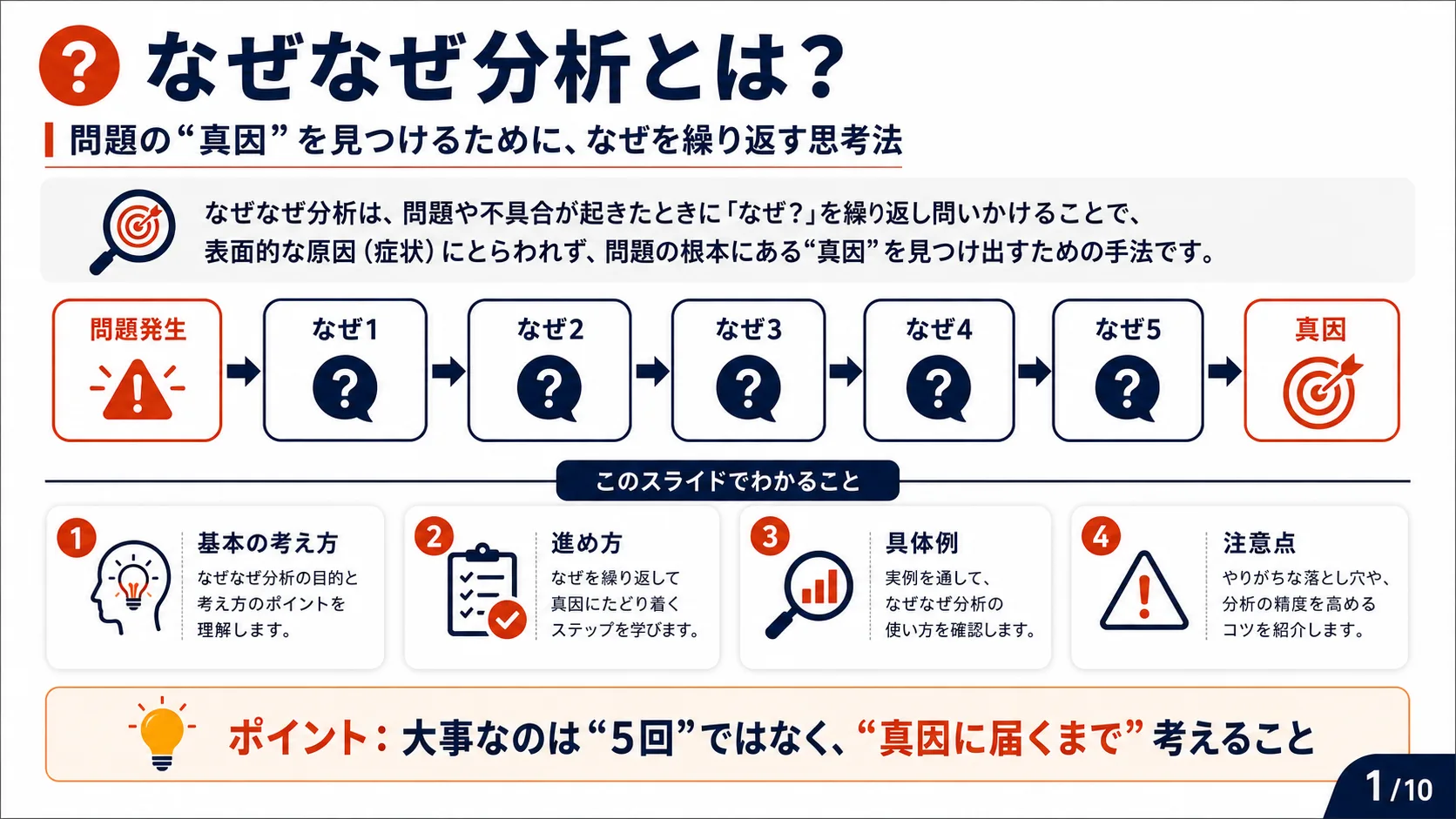
自働化の考え方は「異常が起きたら止める、品質を工程でつくり込む」というものです。自働化とは、人の知恵を取り入れた自動化のことを指します。異常を検知して見える化し、すぐに止めて品質を工程の中でつくり込む仕組みです。プロセスは3ステップです。まず異常を見える化し、次に問題が起きたらラインを止め、そして原因を追求して再発を防ぎます。主なツールとしてはアンドン(異常を知らせる信号装置)、ポカヨケ(不良を防ぐ仕組み)、なぜなぜ分析(根本原因を追求する手法)があります。不良を後工程に流さないことが、品質と信頼を守ることにつながります。
かんばん方式の考え方は「情報の流れで、モノの流れを整える」というものです。後工程が使った分だけ補充を指示し、かんばんは生産・運搬の指示票として機能します。これにより作りすぎを防ぎ、在庫と混乱を抑えることができます。スーパーマーケット方式では、決められた置き場に定められた量だけ保管し、使った分だけかんばんで補充を指示します。この仕組みがもたらす効果は3つです。まず必要な情報が現場で一目でわかる見える化、次に後工程の消費に合わせた補充の同期、そして作りすぎや余剰在庫を防ぐ在庫抑制です。かんばんは単なるカードではなく、流れを制御する仕組みです。
TPSでは、ムダ・ムラ・ムリを徹底的に排除することを重視しています。ムダとは価値を生まない作業、ムラとはばらつき、ムリとは過負荷のことです。この3つが重なると損失が最大になります。具体的には7つのムダが定義されています。作りすぎ、手待ち、運搬、加工そのもの、在庫、動作、不良の7つです。これらの損失はコストを増やし、納期を遅らせ、問題を見えにくくします。リーン生産の基本は、まず現場のムダ・ムラ・ムリを見える化することです。
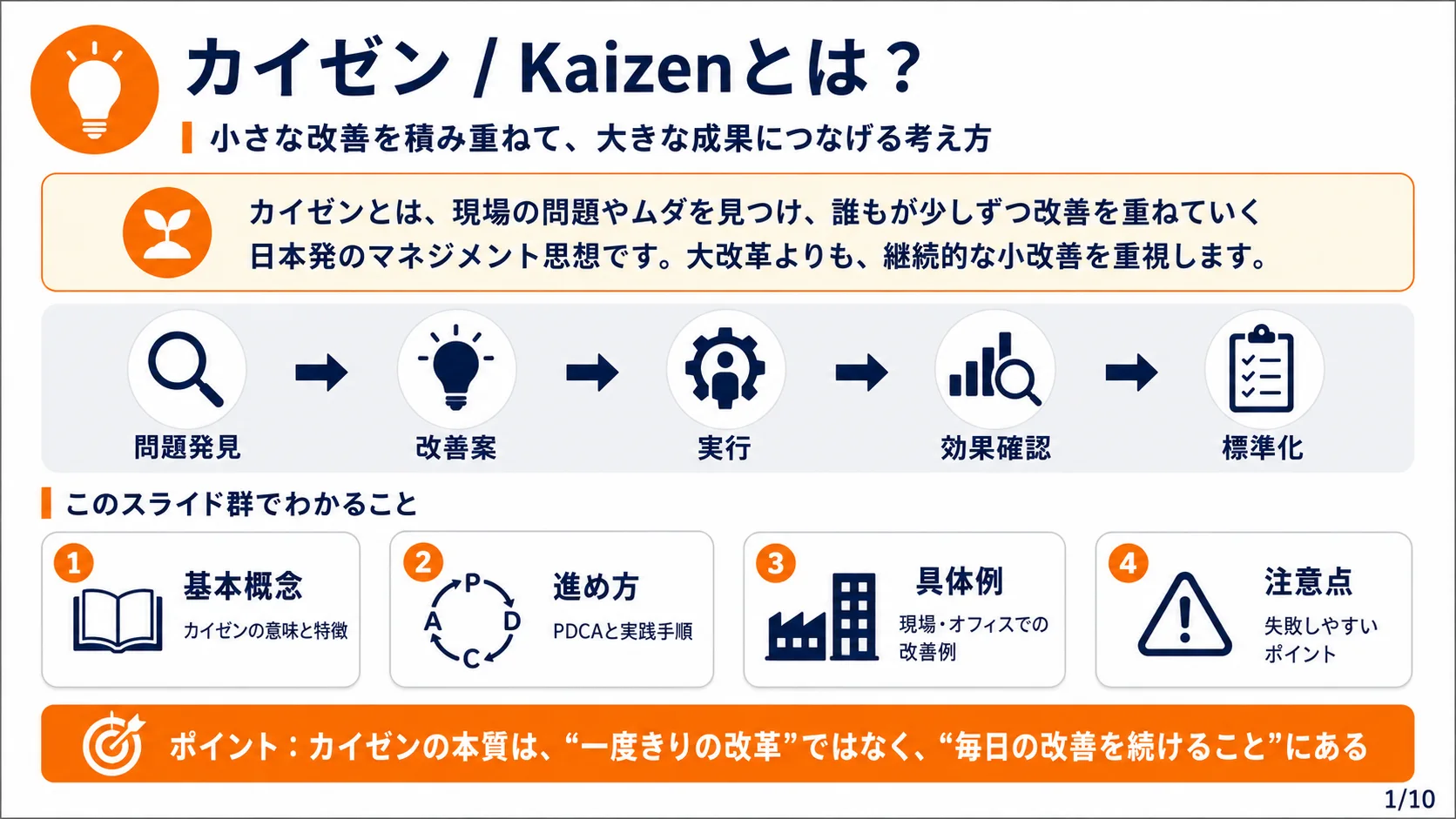
日々の小さな改善が、強い現場をつくります。改善(Kaizen)では、ムダ・ムラ・ムリを見つけて対策を実行し、効果を確認しながら次の改善へとつなげます。標準作業では、最もよいやり方を共有して安定させ、誰でも同じ品質・安全で作業できるようにします。標準は守りつつ、改善でさらに良くしていきます。平準化(Heijunka)では、需要のばらつきを生産に反映し、品種と量を混ぜて負荷を平準化することで在庫・待ち・ムリを減らします。改善サイクル(PDCA)を回し続けることで現場は強くなっていきます。TPSの強さは仕組みだけでなく、改善を続ける現場文化にあります。
TPSは製造業を超えて、さまざまな業界に影響を与えています。製造業での在庫削減・品質向上をはじめ、物流の流れの最適化、医療での待ち時間削減、ソフトウェアやサービス業での継続的改善にも活用されています。リーン生産がもたらす主な効果は4つです。工程全体の流れを整えるリードタイム短縮、ムダな在庫を減らすキャッシュの最大化、不良の未然防止による品質向上、そしてムダを排除して最大の価値を創出する生産性向上です。「リーン」という言葉は、トヨタの生産方式を研究した海外の研究者が提唱したものです。今ではグローバルスタンダードとして多くの組織に取り入れられています。
今回はトヨタ生産方式(TPS)とリーン生産についてお伝えしました。ムダの削減と継続的改善は、あらゆる仕事に応用できます。学びのポイントは5つです。まず顧客にとっての価値を基準に仕事の優先順位を決めること、次にスムーズな流れをつくりムダや滞りを減らすこと、事実を可視化して根本的に解決すること、人の力を最大化して改善できる組織をつくること、そして小さな改善を積み重ねて大きな成果へつなげることです。実践の流れは、現状観察→ムダの特定→小さな改善→標準化の4ステップです。TPSは工場の手法ではなく、価値創造のための思考法です。