中級4
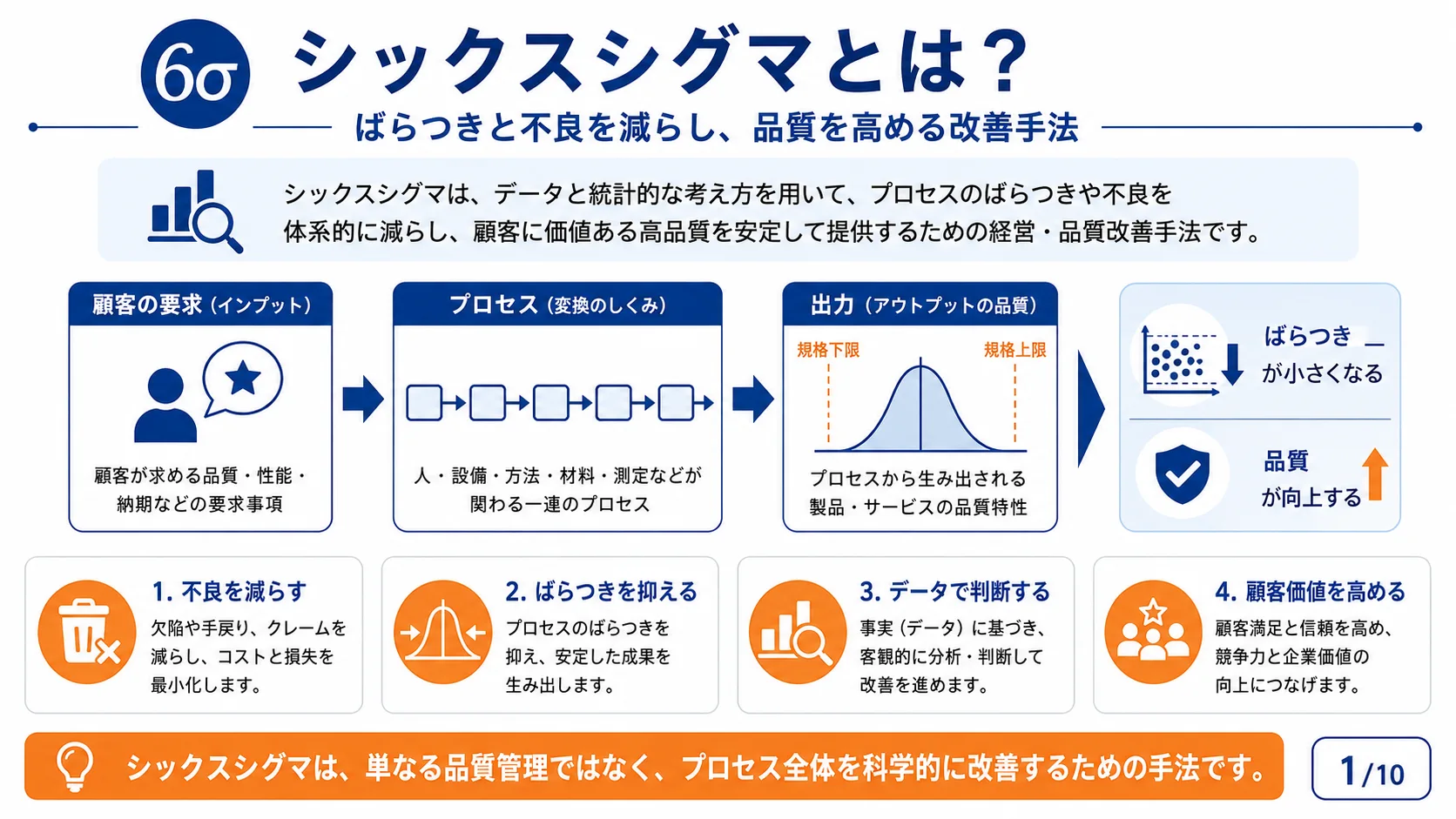
ばらつきと不良を減らし、品質を高める改善手法
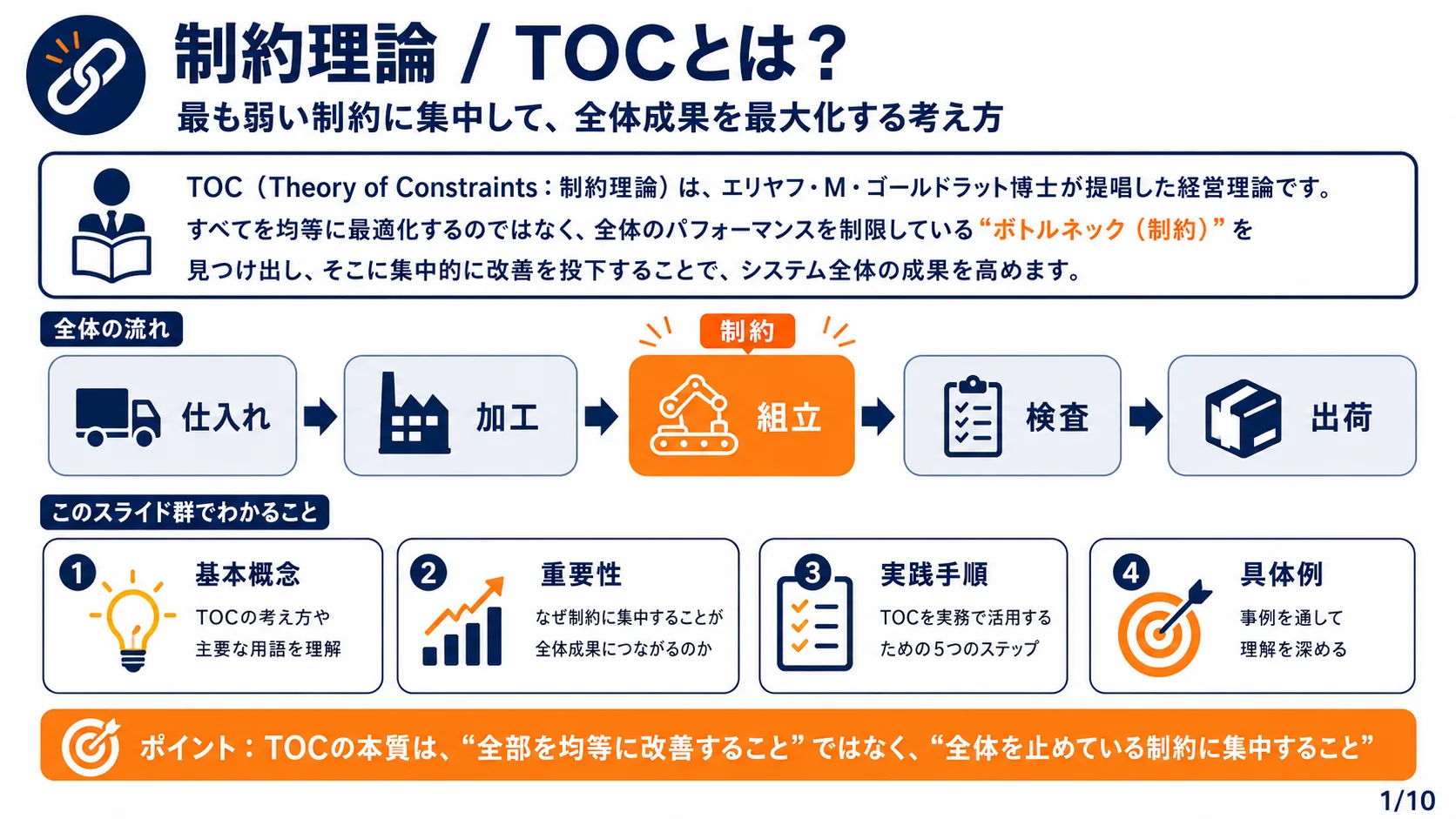
制約理論(TOC)とは何かをわかりやすく図解で解説。エリヤフ・ゴールドラットが提唱したTOCは、ボトルネック(制約)に集中して全体最適を実現する経営改善手法。スループット・在庫・業務費用の3指標とドラム・バッファ・ロープ方式を10枚で学べる。
TOC(Theory of Constraints)はエリヤフ・ゴールドラットが提唱した経営改善理論です。仕入れ→加工→組立→検査→出荷というシステム全体の流れのなかで、全体を止めている「制約(ボトルネック)」に集中することが本質です。TOCの本質は「全体を止めている制約に集中すること」にあります。
TOCは、局所最適ではなく全体最適を目指す考え方です。各工程を少しずつ改善するよくある改善アプローチでは全体最適につながりません。TOCでは制約工程を見つけてそこに改善資源を集中します。その結果、納期改善・売上向上・在庫圧縮・優先順位の明確化という効果が得られます。
TOCの基本用語を整理します。制約(Constraint)とはシステム全体のパフォーマンスを制限する要因です。スループットとは売上によって生み出されるお金、またはシステムが価値を生むスピードです。在庫とは販売または使用するつもりのものに投資されているお金を指します。業務費用とは在庫をスループットに変換するために使われるお金です。目指す方向はスループットを増やし、在庫を減らし、業務費用のムダを減らすことです。
ボトルネックを見つける際のポイントは5つあります。待行列が長い・需要にフル対応している・後工程が待っている・ここを増やすと全体のアウトプットが増える・現場観察とデータ確認、という観点で見ていきます。具体的には仕掛品(WIP)・リードタイム・稼働率を観察することが重要です。
TOCは5つのステップで改善を進めます。まず制約を見つけ、次に制約を最大活用し、続いて他を制約に従わせます。そして制約を強化し、最後に制約が移動したら繰り返します。各ステップの狙いは、全体成果の最大化・ムダな投資の回避・業務費用の最適化・業務改善の継続です。
ドラム・バッファ・ロープ(DBR)は、TOCを生産現場に適用するための考え方です。ドラムとは制約がリズムを決めるもので、制約工程のペースを守ります。バッファとは制約前に設けるもので、欠品を防ぎます。ロープとは作業投入を制限するもので、作業投入タイミングを制御します。流れに大きく仕掛かりを増やしてはいけない点に注意が必要です。
工場ラインにTOCを適用した具体例です。組立前に仕掛かりがたまるという問題があり、制約は組立工程でした。改善として組立の段取り短縮・優先品を先に流す・前後工程を組立のペースに合わせるという取り組みを行いました。改善の結果、出荷量が増加し、仕掛かりが減少し、リードタイムが短縮し、現場の混乱も減少しました。
TOCはプロジェクト業務にも応用できます。同時進行が多すぎ・レビュー待ちが長く・優先順位が頻繁に変わるというよくある状態に対して、制約人材を特定し・作業手順を絞り・制約に合わせて順番を決めるというTOC的な改善を行います。「クリティカルチェーン」という考え方では、制約となるリソースパスを見つけ全体のスケジュールをそこに合わせます。
TOCにはよくある誤解があります。全部を止めて制約だけに集中するというのは誤りで、制約に資源を集中しつつ全体を動かし続けます。稼働率100%を全員に求めることも誤りで、制約外の稼働率は制約に合わせて調整します。制約を変えてすぐ終わる・一度改善して終わる・数字を感覚で判断するというのも誤解です。TOCは「制約だけの理論」ではなく「全体成果を上げるための優先順位の理論」です。
今回は制約理論(TOC)についてお伝えしました。制約を見つけ・全体で考え・制約に集中し・流れを同期させ・繰り返し改善することがTOCの基本です。まず流れを観察し、制約を特定し、制約中心に改善するという3ステップで実践できます。TOCは「全部を速くする技術」ではなく「全体を最大化するために優先順位を決める考え方」です。